

Erzielen Sie einen tiefen Einbrand, saubere Schweißnähte und eine präzise Schweißnaht!
Unsere vielseitigen WIG-Schweißverfahren
Das WIG-Schweißen von OTC DAIHEN ist ein äußerst vielseitiges und präzises Schweißverfahren, das zahlreiche Vorteile für eine breite Palette von Materialien bietet. Ganz gleich, ob es sich um Aluminium, Stahl, Edelstahl oder andere Metalle handelt, das WIG-Schweißen bietet außergewöhnliche Kontrolle und erzeugt qualitativ hochwertige Schweißnähte. Durch die Verwendung verschiedener Stromarten, wie Wechsel- und Gleichstrom, bietet das OTC-WIG-Schweißen spezifische Vorteile, die auf verschiedene Materialtypen zugeschnitten sind. Mit seiner Fähigkeit, tiefe Einbrüche, saubere Schweißnähte und eine präzise Schweißraupenbildung zu erzielen, ist das WIG-Schweißen eine bevorzugte Wahl in verschiedenen Industriezweigen, in denen überragende Schweißqualität und Genauigkeit von größter Bedeutung sind.
AC-WIG-Schweißen
Beim AC-WIG-Schweißen, das in der Regel zum Schweißen von Aluminium eingesetzt wird, wird Wechselstrom zum Schweißen verwendet. Die während des Prozesses freigesetzte Energie trägt dazu bei, die Oxidschicht auf der Oberfläche des Metalls abzubauen (Reinigungseffekt). In der anschließenden negativen Phase kann der freiliegende Grundwerkstoff aufgeschmolzen werden, was eine einwandfreie Verschmelzung ermöglicht.
AC/DC-WIG-Schweißen
Beim AC/DC-WIG-Schweißen werden sowohl AC- als auch DC-Impulse kombiniert. Der Hybridimpulsmodus ist besonders effektiv beim Schweißen dickerer Aluminiumwerkstoffe. Diese Methode bietet mehrere Vorteile, darunter ein tiefes Eindringen ohne Vorwärmen, eine längere Elektrodenlebensdauer und eine präzise Schweißraupenbildung, insbesondere bei Verwendung von Kaltdraht.
DC-WIG-Schweißen
Das WIG-Gleichstromschweißen wird für Materialien wie Stahl, Edelstahl, Kupfer, Kupferlegierungen und Titan verwendet. Es basiert auf Gleichstrom (DC) zur Erzeugung des Schweißbogens. Argon-Schutzgas wird separat zugeführt, um die Schweißzone und den Lichtbogen zu schützen.


Standard
Rechteckige Impulsform, bei der der Spitzenwert beider Polaritäten gleich ist. Die Schweißvorgänge können in einem breiten Bereich von Blechdicken durchgeführt werden. Da ein stabiles Schweißergebnis über die gesamte Strombandbreite erzielt werden kann, ist dies die am häufigsten verwendete Wellenform.


Hart
Rechteckige Impulsform, bei der der Spitzenwert der Polaritäten unterschiedlich ist. Durch den konzentrierten Lichtbogen beim DC/TIG-Schweißen erhöht sich die Einbrandtiefe. Daher eignet sich dieser Modus besonders für Kehlnähte oder die erste Lage beim Mehrlagenschweißen. Von den drei Modi ist der Elektrodenverschleiß am geringsten, aber das Lichtbogengeräusch ist am lautesten.


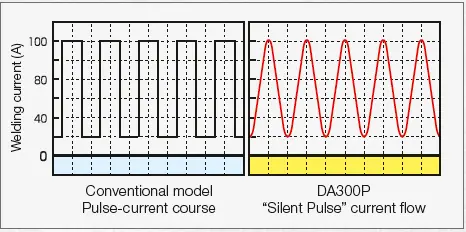
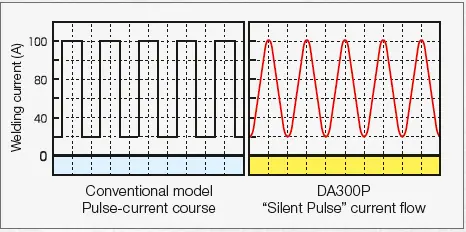
Soft - Leiser Lichtbogen
Sinusförmige Impulsform, bei der der Spitzenwert beider Polaritäten gleich ist. Dadurch wird ein weicher Lichtbogen erzeugt, der sich besonders für dünne Bleche und Stumpfnähte eignet. Das Lichtbogengeräusch ist am leisesten und der maximale Schweißstrom beträgt 200A. Der Geräuschpegel wird durch den sinusförmigen Stromfluss, der eine kontrollierte Wärmezufuhr ermöglicht, drastisch reduziert.
Sicherer Lichtbogenstart:
Der Lichtbogenstart wird durch eine optimierte Startstromregelung und eine leistungsstarke HF-Zündeinheit gewährleistet, die folgende Vorteile bietet:
- Sicherer Lichtbogenstart auch bei Verwendung längerer Schlauchleitungen
- Vermeidung von Zündproblemen bei Mehrlagenschweißungen
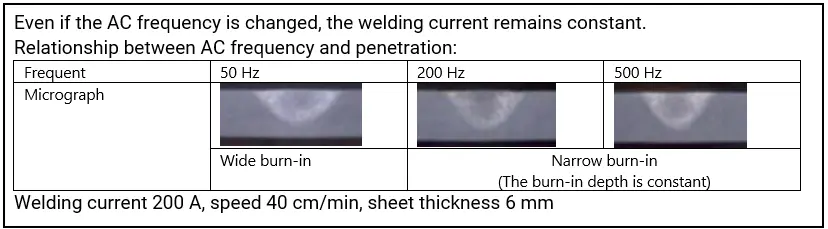
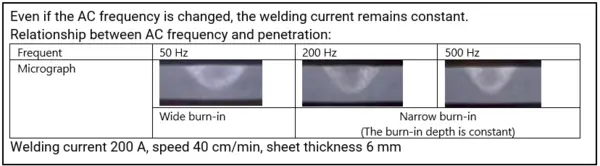
Konstanter Schweißstrom durch veränderte AC-Frequenz
Durch die variable Wechselstromfrequenz kann ein unterschiedlicher Einbrand erzeugt werden. Der Einbrand wird schmaler und tiefer, wenn die Wechselstromfrequenz erhöht wird:
Vorteile des WIG-Schweißverfahrens:
- Tiefer Einbrand ohne Vorwärmung
- Präzisere Ausbildung der Nahtschuppung (mit Kaltdraht)
- Besonders geeignet für dünne Bleche und Stumpfnähte
- Hoher Wirkungsgrad bei dickeren Aluminiumwerkstoffen
- Sicherer und stabiler Lichtbogenstart
- Niedriger Geräuschpegel durch sinusförmigen Strom und kontrollierte Wärmezufuhr
Fitting your needs





